



中國軸承工業協會 劉橋方副秘書長
軸承是核心基礎零部件,軸承工業是國家基礎性戰略性產業,對國民經濟發展和國防建設起著重要的支撐作用,建國以來,特別是改革開放以來的持續、快速發展,我國軸承工業已形成獨立完整的工業體系,我國已成為軸承銷售額和產量居世界第三位的軸承生產大國。并向世界軸承強國邁進。制別是“十三五”時期,我國軸承行業的眾多企業,奮力拼搏,攻堅克難,逆勢而上,保持全行業平穩較快發展,為建成世界軸承強國打下了良好基礎。
2022年統計,全行業規模以上企業1300多家,主營業務收入2232億元,軸承產量212億套。2022年我國共累計出口創匯72.55億美元,進口軸承用匯45.64億美元,進口軸承27.21億套。
我國已是世界軸承生產大國,但還不是世界軸承強國,產業結構、研發能力、技術水平、產品質量、效率效益都與國際先進水平有較大差距。國內現有近10000家軸承及軸承產品相關企業,其中中低端產品占比>80% ,全球高端軸承市場容量中,中國企業僅占有5% 。
一、滾子是軸承產業鏈的關鍵環節
滾子軸承是滾動軸承產品的重要類型,滾子軸承包括圓柱滾子軸承、圓柱滾子軸承、調心滾子軸承。尺寸范圍以大型、特大型、重載軸承居多,主要應用在工程機械、冶金礦山、汽車、高鐵、風電等主機行業。滾子是滾子軸承的關鍵零件,其精度、性能、壽命和可靠性對成套軸承精度、性能、壽命和可靠性的具有重要影響。因此滾子制造是軸承產業鏈的關鍵環節。由于受技術水平和裝備能力的限制,軸承行業目前尚不能批量生產0級、I級精密滾子,無論從高端軸承的自主配套,還是從軸承產業鏈的安全可控的角度考慮,精密滾子的制造都與滾子軸承的發展要求不相適應,已成為配套重大裝備高端軸承的瓶頸。
從統計報表數字來看:2022年1-12月全國軸承進口量為272077.56萬套,進口用匯:368626.86萬美元,其中:圓柱滾子軸承、圓錐滾子軸承進口數量:14414.14萬套;占全國軸承進口量的5.3%;圓柱滾子軸承、圓錐滾子軸承進口用匯:121927.22萬美元;占全國軸承進口用匯的33.07%;可見進口軸承圓柱、圓錐滾子軸承用匯占比較高,說明滾子軸承進口的附加值較高,屬于高端精密軸承。也就是說,我國高端精密滾子軸承還有相當部分需要進口,如風電主軸軸承。
“十三五”以來軸承行業對滾子的研發與制造高度重視,特別是“十四五”規劃啟動一、二年許多企業通過引進消化先進的滾子磨超線,并積極為高端主機配套取得了一定的進展。
軸承行業的科研單位和高等院校,面向企業,聚焦難點,在圓錐滾子凸度超精加工與裝備領域不斷探索,完成了國家自然科學基金面上項目;“圓錐滾子凸度貫穿式超精研修形機理與規律”課題研究,取得科研成果,“圓錐滾子凸度貫穿式超精研關鍵技術”獲得“中國機械工業科學技術獎”二等獎,并相應取得國家發明專利。
裝備制造企業從滿足高端軸承需求出發,從裝備的研發入手,組建滾子全自動生產線,逐步形成從加工到包裝的全過程自動化操作;滾子生產龍頭企業自籌資金引進國外的先進生產線,堅持引進與消化相結合,結合企業實際,探索適合自己特點的滾子性能提升之路。
二、目前我國軸承行業滾子生產現狀及存在問題
(一)目前我國軸承行業滾子專業生產廠家主要有:
1、江蘇力星鋼球股份有限公司最新引進意大利、德國滾子生產線,公司目前具備12條生產線。生產φ6mm—φ80mm圓錐滾子和φ20mm—φ80mm圓柱滾子。月產能達到1050噸/月,年產能12680噸/年。
目前φ25mm以下的圓錐滾子均具備批量I、Ⅱ級滾子的生產能力,Ⅰ、Ⅱ滾子的生產比例根據客戶的圖紙要求執行。目前Ⅰ級滾子占比25%。圓柱滾子目前所生產的產品基本都是風電產品,基本都為G1A級,占比80%,而供應部分鐵路圓柱滾子基本都是G1級,占比20%,生產的以圓錐滾子主要應用于風電、重卡、軌道交通、商務車等。
2、浙江五洲新春集團有限公司從2019年開始生產風電變槳軸承用圓柱滾子和部分主軸用圓錐滾子,其主要生產設備是國產的,但在技術上優化表面輪廓、熱處理工藝(新上了3條鹽浴爐專線),風電主軸軸承圓錐滾子約60000粒/月,產品大部分達到或接近Ⅰ級精度,變槳圓柱滾子約150萬粒/月,基本上滿足了軸承成品的質量要求,隨著風電軸承量的增加,也在不斷技改建線擴大產能。
3、山東東阿鋼球集團有限公司從2009年也開始生產圓柱和圓錐滾子,圓柱滾子可生產精度0;Ⅰ、Ⅱ級滾子。圓柱滾子以Ⅱ級以上為主。圓錐滾子可生產精度Ⅱ、Ⅲ 級滾子,個別項目可達Ⅰ級精度。Ⅲ級滾子占比60%左右,其余為Ⅱ級、Ⅰ級,現引進的最先進英國泰勒圓度儀,并按舍弗勒的圓度、波紋度判定標準控制,外觀普遍采用智能自動化檢測裝備,引入AI視覺技術,實現了滾子表面缺陷高效穩定準確檢測。為配套高端裝備和滾子零件出口打下了良好的基礎。
4、瓦房店威遠滾動體制造有限公司主要生產中大型圓柱、球面、圓錐滾子,為軋機、礦山冶金及風電軸承配套,并部分出口歐美市場,年生產能力約1000萬粒,其中圓柱滾子和球面滾子占85%以上。
5、寧波海亞特滾子有限公司目前圓柱滾子年產量1.2億粒、圓錐滾子9.36億(其中出口比例約為35%),有圓柱滾子生產線4條,2022年產量0.73億粒;圓錐滾子生產線共33條,2022年產量5.72億粒,其中:中型圓錐滾子15條,年產量1.14億粒,小型圓錐滾子18條,年產量4.58億粒;全年產量約6.4億粒,國內市場占有率為全國第一,目前生產的大多數圓柱、圓錐滾子為Ⅱ級滾子技術要求。大部分產品的精度與Ⅱ級滾子的要求相近。
還有新昌誠本、寧波榮成華盛、洛陽鴻盛等專業滾子生產廠都有生產,除專業生產廠家外,軸承主要生產廠家如:瓦軸、洛軸、人本、天馬、甘肅海林中科、襄軸、西北軸、大冶軸及洛陽新強聯等自己也生產圓柱和圓錐滾子,基本上能滿足目前的市場需求,當然這些軸承生產廠家也要從一些主要滾動體生產廠家購買高精度滾子。
從以上情況看,目前我國軸承行業圓柱和圓錐滾子生產情況:主要以Ⅱ級、Ⅲ級滾子為主約占80%, I級滾子占比約5%左右,)0級滾子占比約5%以下)。
國內滾子制造裝備與國際先進水平有一定差距,但近幾年國內滾子裝備廠家在學習國外先進設備的基礎上進行的設備開發,還是取得了一定的成果,例如滾子高速冷鐓機,滾子數控無心磨床,滾子數控球基面磨床,滾子超精機等設備的成功開發,提升了國內滾子裝備的技術水平。國內滾子檢測裝備,特別是視覺檢測裝備,已經與國外設備相當或超過國外設備,例如滾子在線外觀檢測,國內生產的設備在市場占有率上已經遠超歐美和日本。
但是,與主機行業高端軸承的配套需求相比,滾子現階段的性能指標仍然存在一定的差距。這一瓶頸的有效突破,需要行業上下有識之士的共同努力,需要軸承零部件企業的技術進步和轉型升級,需要軸承生產企業和滾子制造企業的密切配合。突破這一瓶頸,已成為我國軸承行業推進轉型升級,由大到強的重要關鍵環節。
(二)存在問題
1、技術指標不能滿足要求
中華人民共和國國家標準GB/T25767-2010《滾動軸承圓錐滾子》、GB/T4661-2015《滾動軸承圓柱滾子》明確規定了圓錐滾子和圓柱滾子的各參數定義和各項精度指標。
圓柱滾子直徑公差和軸向跳動(GB/T25767—2010)單位為微米
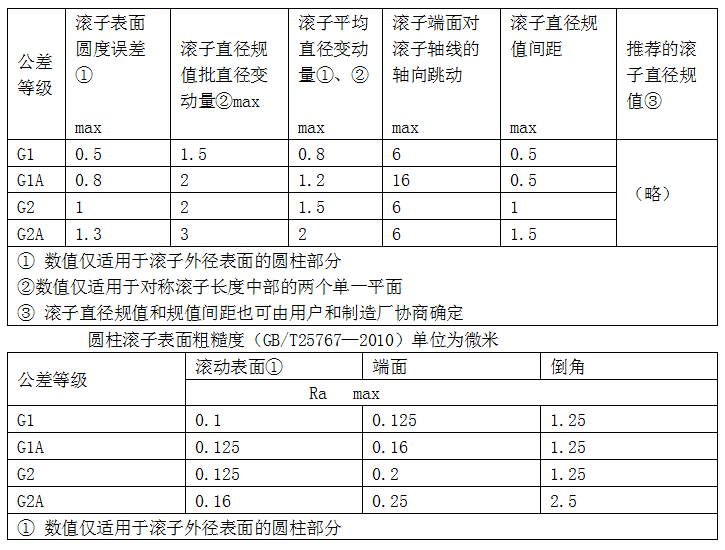
圓錐滾子表面粗糙度(GB/T25767—2010) 單位為微米

但是目前行業的制造水平受到各種條件的制約,我國軸承企業只能批量生產G2級圓柱滾子和Ⅲ級圓錐滾子,滿足不了高端軸承的配套要求。從開發高端軸承的需要出發,軸承滾子技術質量水平必須達到:能夠批量生產G1級圓柱滾子、Ⅰ級圓錐滾子和Ⅱ級球面滾子。
2、材料方面
軸承鋼材料的質量對軸承產品的加工質量、使用壽命和可靠性的優劣起著至關重要的作用。隨著先進工藝及設備的引進,我國軸承鋼的冶煉水平、冶金質量上了一個臺階,在一些技術和質量指標方面達到或接近國外的先進水平,但整體質量水平與發達國家的質量水平仍有著較大的差距,表現為:
1)標準方面
現行的軸承鋼材料標準中,對碳化物顆粒大小及分布狀態的質量控制情況無內容,使得碳化物顆粒大小及分布狀態國外存在有較大的差距,這也是我國軸承產品使用壽命和可靠性低于國外同類產品的一個主要原因。另外,在《高碳鉻軸承鋼》(GB/T18254)中關于非金屬夾雜物檢驗評級方法目前對于低氧量、高純潔度軸承鋼具有一定的局限性,已不能準確地評價軸承鋼中的非金屬夾雜物,國外已采用其它的檢驗方法進行評級,所以只有在以上方面有所突破,我國軸承鋼的質量和軸承產品的質量才能有所提高。直徑大于60mm高碳鉻軸承鋼滾子原材料在GB/T18254中沒有網狀碳化物要求,導致熱處理組織不好控制。
2)軸承鋼的冶金質量穩定性比較差。
如我國生產軸承鋼中的氧含量已接近國外生產軸承鋼先進國家的水平,但軸承鋼中非金屬夾雜物的顆粒大小、分布狀態很不均勻,有的視場一顆非金屬夾雜物都沒有,有的視場則大量出現,點狀不變形夾雜不僅出現的概率頻繁,而且顆粒尺寸較大。
原材料的可塑性、化學元素成分的穩定性、純凈度以及顆粒結構均是目前制約我們滾子行業發展的瓶頸環節,同樣也制約軸承壽命。
3、我國軸承滾子技術水平與國際先進水平的差距突出表現在軸承滾子工藝裝備。
目前國外加工基本為連線布置,而國內軸承滾子的加工大多采用單機、多工序、多工步加工,有些環節加工機床精度差、穩定性差,所加工的軸承滾子存在尺寸散差大,幾何精度不統一、不穩定等問題,導致生產出來的軸承狀態不一致、壽命不穩定。其中滾子成型,國內大型軸承公司同國外一樣,采用冷鐓成型,但使用的冷鐓設備要較國外(多工位冷鐓機)落后,適用滾子尺寸也要小很多。
隨著基礎制造業水平的逐步提升,國內滾子加工設備的制造和模仿能力有所提升,與國外對比處于不同級水平。機床設計原理以及加工用材的材質、加工技術,目前仍制約著設備性能的發揮。同時修磨工裝的輔助加工設備同樣也是限制機床性能發揮的主要因素之一。國內設備廠家更多關注的還是機床如何實現磨削的功能,對機床使用壽命的防護仍未提上設計的日程,國內機床目前仍未實現模塊化裝配,無法保障設備精度。
由于對引進設備的消化吸收再創新沒有取得突破性發展,致使不能穩定批量生產為高端軸承配套的0級、Ⅰ級高精度滾子。
1)圓柱滾子生產工藝路線:
冷鐓-軟竄-軟磨外徑-軟磨端面-熱處理-拋丸-光飾——轉硬磨車間連線生產-粗磨外徑-雙端面1-細磨外徑-雙端面2-光飾/端面精研-終磨1-終磨2--超精-清洗-光電外觀檢驗-分選-涂油-包裝。
2)主要設備為:冷鐓機、光飾機、外徑磨床、端面精研機、超精機。
3)圓錐滾子加工工藝:
冷鐓-軟竄-軟磨外徑-軟磨端面-熱處理-拋丸-光飾——轉硬磨車間連線生產-磨外徑(粗磨、細磨)-磨球基面(粗磨、細磨)-終磨外徑(1~3遍)-超精外徑-清洗-外觀檢驗(光電、人工)-涂油-碼料-包裝。
4)主要設備為:冷鐓機、外徑磨床、球基面磨床,其中球基面磨削形式很多,主要是圓盤式磨削和范成法磨削,范成法磨削相對精度稍高一些,但效率較低,適用于尺寸較大的滾子,當然還有其他磨削方式。滾子外徑超精機、清洗設備、光電外觀檢驗、涂油包裝等。
滾子多工位冷鐓機
沿用多年的仿蘇滾子冷鐓機十分落后,必須徹底淘汰。引進的滾子多工位冷鐓機加工精度高,加工效率高,但價格昂貴,一般企業無力購置。近年來,國內一些設備制造企業在對引進的滾子多工位冷鐓機的消化吸收再創新上做了很大努力,取得一定進展,但與國際先進水平還有很大差距。
滾子外圓磨床
對引進的高精度數控滾子外圓磨床的技術特點,如伺服數控、砂輪和導輪的剛性支承、大直徑和大寬度的砂輪、大直徑和大寬度的導輪、組合砂輪的應用、砂輪雙伺服插補修整和自動補償、導輪在機自修整等技術特點進入深入研究,消化吸收再創新,研發應用達到國際先進水平的高精度數控滾子外圓磨床。
滾子外圓超精機和專用超精導輥磨床
對引進的高精度滾子外圓數控超精機的技術特點,如大直徑大寬度的超精輥、大往復小振蕩的振蕩器的應用進行深入研究,消化吸收再創新,研發應用達到國際先進水平的高精度滾子外圓數控超精機。
研發應用專用超精導輥磨床,導輥磨加工后形成對滾子支承的特殊型面,使滾子通過超精,達到設計要求的對數曲線凸度或修型。
滾子球基面磨床
目前,從多個國家引進的多種型式的滾子數控球基面磨床,有的型式加工精度高,但加工效率低,有的型式加工效率高,但加工精度低。應對引進的各種型式的球基面磨床進行深入研究,博采眾長,把著力點放在自主創新上,研制適合我國國情的,加工精度和加工效率高,性價比好的滾子數控球基面磨床。
在線滾子外觀自動檢測和無損探傷裝備
目前國內的檢測儀器相對落后,國外檢驗設備與時俱進,更多依據計算機控制判斷,而國內成熟的,基本的在線檢測技術和設備沒有普遍采用,很多還是靠人工外觀檢驗,影響生產效率和產品質量。
滾子磨超自動生產線
目前國內多數專業滾子生產廠或軸承廠經近幾年的設備改造上了很多條滾子磨超自動線,但多數由于設備本身精度問題,致使連線過長,占地面積較大,影響滾子生產效率和產品質量。
數字化檢測儀器
研發應用滾子滾動表面、球基面、端面凹穴、倒角的主要技術指標全項檢測的專用數字化儀器和設備。
但是,設備的性能穩定性和精度保持性、聯線技術和系統集成能力與國際先進水平有較大差距,特別是滾子加工關鍵設備的引進消化吸收再創新沒有取得突破性進展,以至不能穩定批量生產為高端軸承配套的I級圓柱滾子、I級圓錐滾子。
三、發展目標及主要措施
(一)未來幾年軸承滾子技術市場
滾子軸承是滾動軸承中重要的結構類型,是高端軸承重要的組成部分之一。在大型機械、重載領域具有不可替代的作用。特別是在高速鐵路、盾構機械、風力發電行業,滾子軸承自主化的要求越來越迫切。軸承滾子的發展水平不僅關系到軸承行業產品的高端突破,而且關系到主機產業鏈的安全可控等重大問題。按全國軸承行業“十四五”發展規劃 2025年發展目標:軸承產量250億套,銷售收入2500(2237~2583)億元 ,預計2025年全球軸承產品總需求達到1500億美元,其中滾子總需求達到150億美元。
據2021年軸承行業統計111家企業,2021年滾子軸承(這里指圓柱、圓錐)產值占整個軸承產值的19.27%,尤其是為重點主機配套的高端滾子軸承軸承,其相應的公差等級要求亦為I級甚至O級公差。這里列舉幾個重點領域在僅近一、二年滾子軸承市場的情況:
1、盾構機刀盤系統主軸承
盾構機軸承要求較高。刀盤是盾構機的關鍵部件,在隧道掘進過程中發揮著重要作用。刀盤系統中的主軸承是傳遞掘進動力和運動的核心零件,在工作中承受著巨大的軸向力、傾覆力矩和一定的徑向力,其性能、壽命和可靠性直接影響盾構機的施工進度、安全和掘進里程。
盾構機主軸滾子年需求量約1.4億元。國內地鐵用盾構機需求量約2000臺,年需求量約400臺(其中國產約300臺)。另有國內在役的盾構機約1800余臺,在役盾構機主軸承超過設計壽命后均需要維修和更換。盾構機主軸價值兩大,一套價格約300萬元。預計盾構機主軸承年需求量達400套、約12億元,滾子占比10-15%,以12%計,盾構機主軸滾子年市場需求量約1.4億元。
2、風電主軸軸承及增速器主軸軸承
目前風電主軸軸承國產化率33.0%,基本上都是3.0兆瓦及以下,軸承行業剛進入這一領域,需要加大技術攻關和市場開拓的力度。齒輪箱軸承國產化率僅為0.58%,發電機軸承國產化率僅為0.2%,應該說,這二個領域的門檻,軸承行業還沒有真正跨進去,而風電主軸軸承和齒輪箱軸承多為圓柱滾子和圓錐滾子軸承,其精度要求為P5級以上,現大部分還依賴進口,其中滾動體的精度及母線修形形狀也是影響軸承精度的主要原因之一,可喜的是,大功率風電主軸軸承的研發已有了進展,
風電滾子的技術優化主要依賴第三梯隊。滾子市場競爭格局分四大梯隊,第一梯度為外資品牌,技術力強,可以自制但成本較高,部分企業開始國內采購;第二梯度為國內頭部軸承企業,可以生產滾子匹配公司主軸、齒輪箱等產品,但是滾子成本占軸承總成本的10-15%,而滾子研發投入大,設備與軸承套圈等設備不匹配,因此國內頭部軸承廠商投資效率不高,投資積極性低;第三梯隊為專業滾子生產廠,滾子研發投入最有效率。第四梯隊為普通工業軸承滾子廠,規模小,數量多,國內超1050家,工藝技術無法達到一、二級滾子的技術要求。
國產滾子部分技術達國際領先水平,加速滾子大兆瓦進口替代進程。五洲新春、力星可供貨4MW以上風電滾子,加速推動大兆瓦國產化進程。
滾子與套圈尺寸相差較大,國內軸承廠商改進滾子工藝的積極性不高。風電軸承滾子尺寸在15-30cm,風電軸承套圈直徑超1m,而這尺寸差距顯著,在熱處理、磨加工環節上設備不可共用,且風電滾子輪廓線加工、 磨加工工藝要求高,需要企業投入大量研發精力,未來國內風電滾子市場預計主要被專業滾子廠壟斷。
3、高速動車組軸承
高鐵動車組軸承性能要求高。目前國內高鐵軸承多為國外進口。高鐵CRH1和高鐵CRH5使用SKF軸承,高鐵CRH2使用NTN和NSK軸承, 高鐵CRH3使用FAG軸承。高鐵軸承主要是在高速重載運動狀態下工作,服役條件極為惡劣,對軸承要求高。以CRH5為例,平均值估算每套軸承載荷約為68.7kN,最大滾動體載荷約為7.6kN,內圈滾道與滾子 的接觸應力約為810MPa,軸承轉速約為1730r/min。
高鐵軸承為存量替換市場。對于最高運營速度不大于200km/h 的軸承,質保期為90萬公里(或4年),最高運營速度大于200km/h的軸承,有定期檢修,240萬公里后必須報廢。高鐵軸承滾子有近7億市場空間。
4、其它滾子類高端軸承:如:城市軌道交通地鐵軸承、機床軸軸承、重卡輪轂軸承等亦有較大的市場。
(二)發展目標
目前我國軸承滾子的技術水平與國際先進水平的差距還是比較大,在軸承鋼、加工裝備、生產工藝、檢測儀器及管理等方面都有一定的差距。為了盡快減少差距,我國必須在這幾個方面加大科研投資力度,使我國軸承產業盡快實現從量變到質變的升級,解決我國高端軸承長期依賴進口的問題。
按照軸承行業“十四五”專題規劃,發展目標為:“堅持問題導向,以技術創新為手段,優化工藝路線,從提高產品質量入手,補齊發展短板,通過技術、人才、管理等措施的綜合運用,使軸承滾子的產品性能穩步提升,滿足軸承行業高質量發展的需要,滿足高端軸承配套重大裝備的戰略需求”。
(三)主要措施
1、提高支持力度
全行業要深刻認識軸承滾子在主機產業鏈中的重要性,把提高軸承滾子的制造水平,放到產業基礎高級化、產業鏈現代化的大背景下去審視,放到產業鏈安全可控的重要地位中去認識。國家要進一步加大對包括軸承滾子在內的機械基礎零部件的關注程度和支持力度。特別是對于自主創新,替代進口的研發與生產應給與必要的政策支持和資金扶持。在國家重大科研項目中給以優先立項,組織力量重點突破。
2、優化制造模式
軸承滾子技術指標多,產品精度高,生產具有專業性,既具有技術密集型的特點,也具有勞動密集型的特色。鼓勵企業根據自身的特點,完善制造工藝,優化制造模式。通過3—5年的努力,行業內要形成2—3家在軸承行業有一定影響力,產品技術指標達到國際先進水平的軸承滾子龍頭企業。同時也要鼓勵軸承行業的排頭兵企業,自己建立軸承滾子分廠,建立自身的產品產業鏈條,滿足自身產品的配套需求。通過實施兩條腿走路的方案,實現優勢互補,共同促進,實現軸承滾子制造的可持續發展。
3、建立創新體系
創新是行業發展的核心驅動力。各部門要鼓勵大專院校和科研單位加大對軸承滾子基礎應用的研究,用創新的思維解決企業技術創新中的難點問題。積極支持軸承滾子制造企業創建國家級的企業技術中心,建立企業技術創新平臺,不斷培育新動能。圍繞產業鏈部署創新鏈,圍繞創新鏈布局產業鏈。實現產業鏈與創新鏈的有效融合。
3、加快人才培養
市場的競爭歸根結底是人才的競爭,人才的競爭的核心是教育。要通過各種形式加強對軸承滾子專業人才的培養和培訓,采用請進來,走出去的方法,讓企業與高等院校專家進行交流,通過建立院士工作站、博士后工作站的方式,加強一線技術人員與專家學者的交流與互動,讓專家在一線發現課題,為一線解決難題。通過中國軸承工業協會人力資源委員會依托河南科技大學開設“軸承滾子制造技術與應用專班”的方式,為軸承滾子技術人才的培養進行探索,其目的是形成理論聯系實際的軸承行業滾動體人才梯隊。
4、對標先進技術
瞄準國外高端軸承滾子的技術指標和使用壽命,從產品精度和使用性能兩方面進行對照,抓住關鍵環節,力爭取得突破;把國產機床和進口機床加工的軸承滾子進行對比,找出弱項,發現問題,有的放矢制定解決方案。把GB/T25767-2010《滾動軸承圓錐滾子》、GB/T4661-2015《滾動軸承圓柱滾子》國家標準,作為對生產企業的基本要求,完善工藝規程和檢測手段,實現軸承滾子制造的轉型升級。
5、提升工藝裝備能力
工欲善其事,必先利其器。長期以來,國產滾子專用裝備與國際先進水平有很大差距,制約了滾子技術質量水平的提升,滾子產品升級,裝備必須先行。
1)冷鐓工藝與裝備
冷鐓作為軸承滾子制造的前道工序,對滾子的加工效率和質量水平有重要的影響。爭取組織相關單位和部門對現存的單工位、雙工位、多工位冷鐓工藝和設備的進行分析和比較,綜合先進性、實用性、經濟型等多種因素,在冷鐓技術應用上,逐步做到淘汰單工位、普及雙工位、提倡多工位。以優化冷鐓工藝為切入點,研制適合中國國情、加工精度和加工效率達國際先進水平,而造價和后續使用費用較低的滾子多工位冷鐓機,投放市場,形成一套以工藝裝備為依托的、先進、實用、可靠的軸承滾子冷鐓技術,促使我國軸承行業滾子成形工藝及裝備水平達到國際先進水平。
2)滾子外圓磨床
近幾年國內相繼引進了國外高精度數控磨床用以加工滾子。一些設備廠家在對這些引進設備的消化吸收再創新上進行了初步嘗試。在此基礎上,國內設備廠家要進一步對滾子磨加工工藝和裝備進行深入的研究,使數控伺服系統的進給性能,砂輪、導輪的磨削與修整性能,機床加工的穩定性等關鍵指標得到有效提升。研發達到國際先進水平的高精度數控滾子外圓磨床。
3)滾子外圓超精機和專用超精導輥磨床
通過對引進的高精度滾子外圓數控超精機的技術特點進行深入研究,實現消化吸收再創新,自主研發達到國際先進水平的高精度滾子外圓數控超精機;深入研究滾子修型技術與裝備,研發專用超精導輥磨床,在實踐中探索提高滾子的使用壽命的有效途徑。
4)滾子球基面磨床
針對從多個國家引進的多種型式的滾子數控球基面磨床的特點進行深入分析博采眾長,把著力點放在自主創新上,研制適合我國國情的,加工精度和加工效率高,性價比好的滾子數控球基面磨床。
5)在線檢測與無損探傷裝備
推廣應用應用不漏檢、不誤判、高效可靠的在線滾子光電外觀自動檢測和無損探傷裝備。
6)滾子磨超自動生產線
將上列自主研發的先進的數控裝備進行系統集成,組成具有自動加工手段,自動檢測功能,自動反饋模式,自動統計方式,可實現自動清洗、涂油、包裝、全線節拍協調一致的滾子磨超自動生產線。通過組建專業化制造聯線,進一步穩定產品質量,提高生產效率,將工裝、模具進一步標準化,對滾子質量的提高起到推動作用。
7)表面強化的應用
研發應用達到國際先進水平的、表面應力狀態精確可控的滾子表面強化技術和裝備。
總之,隨著軸承行業的高質量發展,將對軸承滾子質量提出了更高的要求。希望通過軸承行業“十四五”的共同努力,使軸承滾子的制造水平躍上一個新的臺階,滿足為國家高端裝備的配套要求。
來源:中國軸承工業協會總審:牛輝
責編:陶鵬
編輯:陳慧寧
